Tfz – Fit 2 Task

Description
DIVERSE TASKS REQUIRE FLEXIBLE MACHINE CONCEPTS, SPECIAL QUESTIONS REQUIRE INDIVIDUAL SOLUTIONS AND EFFICIENT PRODUCTION REQUIRES SECURE PROCESS CHAINS, IN SHORT: TFZ – FIT 2 TASK! With the very successful and established TFZ series, SAMAG has been a guarantee for task-specific solutions and tailor-made machines for years. At the same time, the well-thought-out machine structure of the TFZ enables optimal deep drilling and highly dynamic milling with just one clamping and thus efficiency par excellence. The unique design principle always ensures optimal accessibility, a minimally short distance between the swivel bearing and the processing point and extremely stable tool guidance for high-precision work, even when high lateral forces occur. No matter where you set your priorities in the manufacturing process, we are able to technologically align our TFZ machine accordingly and you can rely on “your” TFZ solution to fit perfectly, today and in the future.
- Mechanical engineering - custom work
- milling machines
- perforations
- machining centres
Similar products from SAMAG MACHINE TOOLS GMBH

SAMAG MACHINE TOOLS GMBH
Germany

Complete machining on MFZ including axis drilling 2-spindle solution with independent X, Y and Z axes
SAMAG MACHINE TOOLS GMBH
Germany
OUR MFZ SERIES CANNOT SHAKE ANYTHING SO EASILY. A SOLID FRAME CAST WITH HYDROPOL ® AND THE CLOSED CONSTRUCTION GUARANTEE THE HIGHEST PRECISION THROUGH BEST VIBRATION DAMPING AND TEMPERATURE STABILITY. The new generation of the MFZ is also built on the solid machine bed with Hydropol ® filling. The specially developed composite material improves the stability of machine tool beds. Hydropol ® makes a further step possible in terms of the interaction between energy efficiency and high productivity. ROCK SOLID DESIGN – THE ADVANTAGES OF A ROCK SOLID MACHINE BED OVER STEEL AND CAST CAST FRAME: Closed construction – analyzed and optimized according to FEM Optimal power flow

SAMAG MACHINE TOOLS GMBH
Germany
Machining with 3 or 4 spindles Clamping device with 6 or 8 workpieces Processing the ends and connections on MFZ Processing of deep hole drilling 4-6 spindling on SAMAG shaft drilling machines
SAMAG MACHINE TOOLS GMBH
Germany
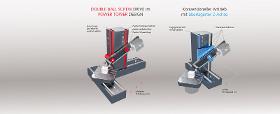
“The deflection (∆) of the tool tip (TCP) due to the machining force (F) depends to the third power ( l 3 ) of the length ( l ) of the distance TCP to the front bearing axis (A), in relation to the bending stiffness (E · I) “ Or: the shorter l , the smaller ∆ and the higher the precision